The investigation found
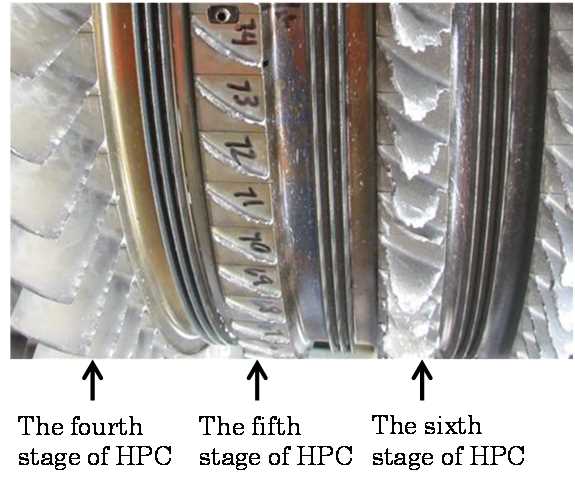
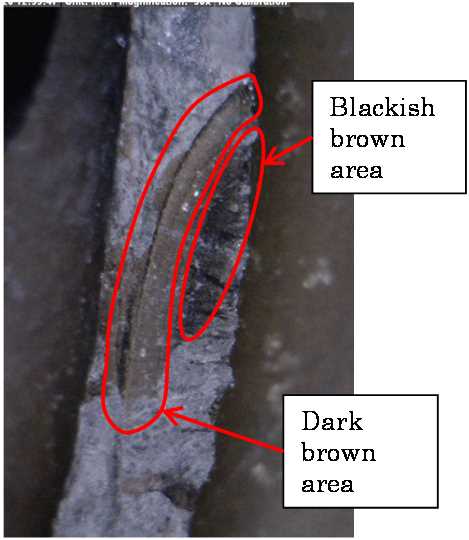
(1) Fracture surface examination of the fifth stage blades of HPC As a result of fracture surface analysis of the blades by the engine manufacturer (hereinafter referred to as “the Manufacture”), traces of heavy load that indicate the fracture initiation area (blackish brown area), and traces of fatigue crack propagation by repeated load (dark brown area) were observed on the fracture surface of all the fifth stage blades of HPC. Moreover, when an initial crack similar to the size of the maximum blackish brown area found in the fifth stage blades of HPC was added to a simplified rectangular test piece to simulate the blade profile and load tests were repeated, the test piece fractured after approximately two representative flight cycles.
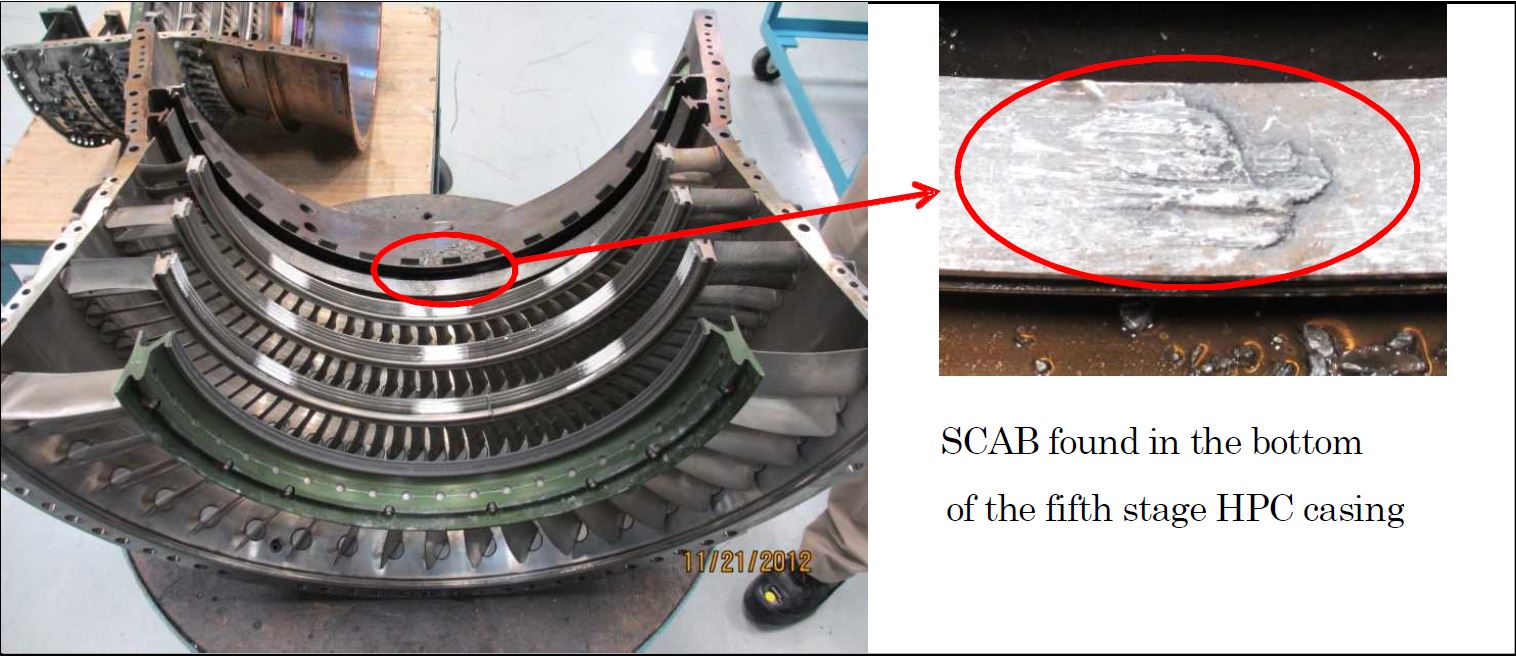
(2) Trace of contact at the bottom inside the HPC casing A scabbed contact trace (hereinafter referred to as “SCAB”) was found at the bottom inside the fifth stage of HPC casing. Such SCAB is generated by the blade tips of HPC coming into contact with the casing during normal operation, and might be discovered by the normal maintenance work; however, the SCAB had about four times the thickness of the SCAB found by normal usage. According to the examination of the Manufacturer, the material of the SCAB was the same as the material of the fifth stage blades of HPC.
(3) Clearance between the fifth stage blade tips of HPC and the casing The Manufacturer cut the HPC casing and the SCAB to examine the rub surface; as a result, no abnormalities such as the shape of the HPC casing were found. Moreover, according to the manufacturing record of the engine, the clearance between the fifth stage blade tips of HPC and the casing at the time of production was within tolerance.
(4) Traces of accumulation of liquid There are two cavities in the casing around the fifth stage blades of HPC, and traces of accumulation of liquid were found at the bottom of these cavities and in the latter stages HPC casing leading to cavities. Moreover, there are four ducts to extract part of the HPC air (4th stage bleed air) at an angle approximately 45, 135, 225 and 315 degrees circumferentially (0 degrees at top), and traces or residue of dried liquid was found in only the lower two ducts at an angle approximately 135 and 225 degrees. According to component analysis by the Manufacturer, the component of traces of liquid found at the bottom of the HPC casing was mainly water, and it showed somewhat likely that the liquid is rain water or seawater. According to the Manufacturer, it was confirmed that water can accumulate in the cavities near the bottom of the HPC casing around the fifth stage if the water infiltrates around the fifth stage of HPC. Moreover, during a short-duration engine test, where water was injected from the aft side of the fan into the engine interior, water accumulated in the cavities near the bottom of the HPC casing around the fifth stage during rotating with a motor (dry-motoring) but water did not accumulate in the cavities when the engine was not rotating.
(5) Influence when water accumulated in HPC The clearance between the fifth stage blades of HPC and the casing considers that the fifth stage blades of HPC installed on the rotor will move to the outer peripheral direction by centrifugal force when the rotor rotates during an engine start. Moreover, an engine usually expands after it starts by its own heat. In that regard, the position of the fifth stage blades of HPC further moves toward the outer peripheral direction by the thermal expansion of the rotor, but the clearance between the blades and the casing does not become small to cause intense contact, as the HPC casing also expands by heat. The Manufacturer conducted a simplified analysis in regard to the thermal expansion and deformation at the time of engine start; consequently, it showed somewhat likely that the clearance between the blade tips at the bottom and the casing becomes small when water accumulating at the bottom of HPC casing. Because the accumulated water in the HPC casing suppressed the thermal expansion of the HPC casing locally after the engine start and caused deformation in the shape of the HPC casing.
(6) Maintenance records of the Engine As only about seven months has elapsed after the manufacturing and no defect has occurred in the Engine, no engine maintenance including engine cleaning was performed until the occurrence of this serious incident.
(7) Other damage examples on the type engines According to the Manufacturer, there were two reports of multiple HPC blades being damaged on the type of the engine, but the examination by the Manufacturer found no SCAB at the bottom of the HPC casing, and there was no commonality with this serious incident. In addition, the combined fleet operational experience of the type of the engines at the time of the occurrence of this serious incident was about two hundred million hours and about one hundred million flight cycles in total.
(8) Night parking of JA342J Upon investigating the precipitation and the wind velocity of the weather during the overnight parking on the airport apron of JA342J until the occurrence of this serious incident: the maximum precipitation was 12.0 mm/h and the maximum wind velocity was 4.4 m/s three days ago (October 17 -18), and maximum precipitation was 4.5 mm/h, the maximum wind velocity was 11.6 m/s and wind direction was from north-northeast (ahead of the aircraft on the left) two days ago (October 18 -19). In JAL Express Co., Ltd., when a strong wind was not expected during overnight parking, did not usually have to let attach the engine inlet covers. Accordingly, during the above-mentioned period, the engine inlet covers were not attached to the aircraft because the strong wind was not expected.
Analysis of the Findings
(1) The fracture of all blades in the fifth stage of HPC It is highly probable that the fracture was caused by all blade tips in the fifth stage of HPC coming into contact with the casing, resulting in a heavy load applied to blade roots, and then cracks occurred on them, based on the SCAB at the bottom part of the HPC casing and fracture states of all blades in the fifth stage of HPC. It is highly probable that the crack was propagated by the cyclic load from the flight cycles, and a separation of one blade airfoil of the fifth stage of HPC led to the chain reaction of all blade airfoils separations on the fifth stage of HPC. According to the result of the load test using simplified rectangular test piece to simulate the blades conducted by the Manufacturer, the test pieces were fractured after approximately two representative flight cycles, but it is probable that the flight cycles that caused the fracture cannot be estimated precisely because of the use of simplified test pieces for test in rather than the actual blades, and it is somewhat likely that the flight cycles to cause the actual fracture were made tens of flight cycles from several cycles. Given the above, it is somewhat likely that the first circumstance of the fifth stage blade tips of HPC coming into contact with the casing was in a few days prior to the occurrence of this serious incident.
(2) Clearance between the fifth stage blade tips of HPC and the casing As such thick SCAB which is not generated during normal operation was found at the bottom of the HPC casing, it is highly probable that the clearance between the fifth stage blade tips of HPC and the casing became smaller than usual only at the bottom. As for the fact that the clearance between the fifth stage blade tips of HPC and the casing becoming smaller than usual only at the bottom, since the trace of liquid is left in the cavities at the bottom of the fifth stage HPC casing, it is somewhat likely that the clearance between the blade tips and the casing became smaller because the liquid accumulation in the cavities at the bottom of the HPC casing suppressed the thermal expansion of the HPC casing locally, causing a deformation of the shape of the HPC casing. However, assuming that liquid accumulation in the cavities at the bottom of the HPC casing occurred through infiltration under normal usage, it is probable that the same case as this serious incident might occur frequently; however, as the same kind of cases are not reported yet, it is somewhat likely that the liquid accumulation at the bottom of the HPC casing caused not only the clearance between the fifth stage blade tips of HPC and the casing to become smaller, but that clearance between them were smaller than usual at the time when this serious incident occurred. Typically, the clearance between the blade tip and the casing of the new engine may be smaller than it which was used for a long term. Consequently, it is somewhat likely that the relatively new engine which elapsed after manufacturing for only about seven months contributed to the fact that the clearances between the fifth stage blade tips of HPC and the casing becoming smaller than usual.
(3) Infiltration of liquid In this serious incident, the process of infiltration was unable to identify, even though the trace of liquid is left at the lower part of the fifth stage of HPC. It is probable that the liquid accumulation in the cavities at the bottom of the HPC casing around the fifth stage was water. With regard to the infiltration of this water, it is highly probable that the rainwater infiltration into the HPC part is unlikely in a short time, because the engine during the overnight parking is stopped, even if the fan rotated by the wind, the HPC part did not rotate by a spool that is different from the fan spool, and results of water injection test into the engine interior. However, it was unable to reveal the presence of possibility that rainwater infiltrates into the HPC part during parking long.
PROBABLE CAUSES
It is highly probable that the major damage to inside of the Engine was caused by all the blade tips in the fifth stage of High Pressure Compressor (HPC) of the JA342J coming into contact with the HPC casing, resulting in a heavy load applied to the blade roots to produce cracks; consequently, they were propagated by the repeated loads from the flight cycles, and resulted in separation of all blades airfoils in the fifth stage of HPC.
With regard to the fact that all the blade tips in the fifth stage of HPC coming into contact with the HPC casing, it is somewhat likely that the clearance between the blade tips in the fifth stage of HPC and the casing became smaller due to the influence of the water accumulation in the cavities at the bottom of the fifth stage HPC casing, and also the clearance between them becoming smaller than usual for some reason at the time of the occurrence of this serious incident.
SAFETY ACTIONS
The engine manufacturer conducted a design change to widen the clearance between the fifth stage blades of HPC and the casing on February 28, 2014.
The full report is available here |
 JA342J 737-800 Engine Failure
JA342J 737-800 Engine Failure